 泰河盛微信号
泰河盛微信号

 在线留言
在线留言 收藏网站
收藏网站 网站地图
网站地图
 手机版
手机版
 全球咨询热线:
全球咨询热线:
Fortiming晶体谐振器XCS21-26M000-1E10C10的基本技术
Fortiming晶体谐振器XCS21-26M000-1E10C10的基本技术
石英晶体谐振器(通常称为“晶体”)因其无与伦比的高Q值、稳定性、小尺寸和低成本组合而广泛用于频率控制应用。已经研究了许多不同的物质作为可能的谐振器材料,但是多年来,石英谐振器在满足精确频率控制的需求方面一直是优选的。与其他谐振器相比,例如LC电路、音叉之类的机械谐振器以及基于压电陶瓷谐振器或其他单晶材料的谐振器,石英谐振器具有独特的综合性能。
首先,单晶石英的材料特性在时间、温度和其他环境变化下极其稳定,并且从一个样本到另一个样本具有高度可重复性。石英的声学损耗或内部摩擦非常低,这直接导致石英谐振器的关键特性之一,即其极高的Q因子。石英的本征Q值约为1071兆赫时。安装的谐振器通常具有几万到几十万的Q因子,比最好的LC电路好几个数量级。
石英谐振器的第二个关键特性是其相对于温度变化的稳定性。根据晶体坯的形状和方向,可以使用许多不同的振动模式,并且可以通过适当的选择将石英晶体谐振器的频率-温度特性控制在接近的范围内。最常用的谐振器类型是AT切割,其中石英坯体是以与晶体光轴成约35±15°角切割的薄板形式。
石英谐振器的第三个基本特征与其机械性能的稳定性有关。短期和长期稳定性表现为每年百万分之几的频率漂移,可从商业单位轻松获得。在严格控制的条件下制造的精密晶体装置在频率稳定性和精度方面仅次于原子钟。
石英板方向
上面是用于制造AT切割谐振器的从Y取向籽晶生长的培养石英晶体的示意图。晶种建立了初始晶体取向,并以Z轴为代价促进了Y方向的生长。仔细选择籽晶以避免晶体生长时可能传播的缺陷。指出了籽晶的位置。从x轴向左倾斜的线表示AT板的锯切位置,向右倾斜的线表示BT切割。在实践中,这些角度非常关键,使用布拉格x射线衍射可以精确确定。
振动模式
像所有的板一样,石英板有许多振动模式。如下图所示,有三种基本振动模式。
弯曲模式(弯曲或弓形);切割:5 X,NT;频率约为100 kHz。
(b)伸展模式(沿板块长度的位移);Cuts: MT、GT;频率:40-200千赫。
(c)剪切模式(沿相反方向滑动两个平行平面)。该模式细分为:
面剪切;切块:CT、DT;频率:100-600千赫。
厚度剪切;Cuts: AT、BT、SC;频率:1–30兆赫(基本模式);30–90兆赫(3注册营养师谐波泛音模式);60–150兆赫(5泰国(Thailand)谐波泛音模式);等等。
正确定向的电极可激发所需的振动模式。尽管已经开发了大量不同的cut,但有些cut仅用于低频,有些cut用于频率控制以外的应用,还有一些cut已被后来的开发淘汰。除了石英手表和时钟中使用的低频音叉谐振器外,当今应用中几乎所有的石英谐振器都使用厚度剪切模式。在大约1 MHz以上频率下,主要使用At切割和SC切割。对于低于约1 MHz的频率,厚度模式谐振器通常由于尺寸而变得不实用,因为毛坯直径必须远大于厚度。
AT和SC切割谐振器频率
厚度剪切谐振器的基频与其厚度成反比。晶体坯越薄,频率越高。在第三、第五音等处有额外的共鸣。谐波泛音,其频率近似但不精确地为基本共振频率的奇数倍。共鸣器通常设计为优化一个或另一个谐振的特性,例如基本泛音或第三泛音,但其他泛音必然仍然存在。AT切割通常在1MHz至250MHz贴片晶振及以上的频率范围内制造,在此范围内通常是大多数应用的最佳选择。然而,AT切割对谐振器主体中的应力敏感,无论应力是由外部温度快速变化引起的温度梯度还是由外力引起的。对于需要极高稳定性的应用,这种应力敏感性是一个缺点,新型晶体切割(如SC(应力补偿)切割)可以最大限度地减少这些影响。SC切割晶体是双旋转晶体家族中的一种(石英晶体以相对于三个晶轴中的两个的角度切割)。该系列的其他产品包括IT-cut和FC-cut。SC切代表最佳的双旋转设计,因为其特定角度约35° 15° 21° 54°可提供最大的应力补偿。SC-cut也是一种厚度模式谐振器,因此基本上可以在与AT-cut相同的频率范围内获得,但由于制造工艺困难,其商业可用性受到更多限制。
等效电路
石英晶体谐振器是一种机械振动系统,通过压电效应与电气世界相连。它由带有金属镀层(电极)的石英板组成,金属镀层位于石英板的两侧,并连接到晶体封装上的绝缘导线。虽然该器件的理论分析是一个相对复杂的机电函数,但可以用谐振频率附近的简单等效电路来表示,如下所示:
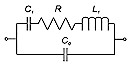
石英晶体谐振器的等效电路
C0称为“分流”或静态电容,是指晶体板上电极产生的电容加上晶体外壳产生的杂散电容。无论晶体片是否振荡(与石英的压电效应无关),都存在分流电容。住宅区1我呢1电路的一部分被称为“动臂”,它由晶体的机械振动产生。r代表等效动臂电阻;C1代表石英的运动电容;而我1 是动生电感,是质量的函数。C0to C1比率是存储在晶体中的电能和机械能之间相互转换的量度,即压电耦合系数k. C0/C1随着泛音数的平方增加。当直流电压施加到谐振器的电极上时,电容比C0/C1也是存储在由电极形成的电容器中的电能与由于压电效应产生的晶格应变而弹性存储在晶体中的能量之比的量度。
当使用大多数晶体谐振器时,由于C1我呢1第三部分1*L1对于给定的串联谐振频率是恒定的)。行业标准是规定适当的C值1只有。C的实际值1当在石英晶振设计中实现时具有物理限制。这些限制包括石英切割、机械设计、操作模式和晶体谐振器的标称频率。
尽管等效电路看起来相对简单,但确定几个有助于描述谐振器等效电路特性的特征频率却异常复杂。在大多数情况下,使用简单的近似值。以下符号有助于确定其中一些频率。
Fs(串联谐振频率)= 1/【2p(L1C1)1/2]
Fp(并联谐振频率)= fs[1 + 1/(2g)]
g(电容比)= 2pfsC0 / C1
品质因数= 2pfsL1 / R1
m(品质因数)= Q /g
串联与并联谐振
振荡发生的频率由f定义s被称为串联谐振频率。下图所示的晶体电抗/阻抗曲线揭示了机械谐振发生的位置。
串联谐振发生在曲线过零点的地方。此时,晶体在电路中呈现阻性,阻抗最小,电流最大。当频率增加到超过串联谐振点时,电路中的晶体呈现电感性。当动生电感和并联电容的电抗抵消时,晶体处于称为反谐振频率的频率,表示为(fp).此时,阻抗最大,电流最小。晶体在f点的频率p 本质上是不稳定的,不应选择作为振荡器的工作频率。fs和fp之间的区域通常被称为“并联谐振区域”。并联谐振可以通过给晶体增加串联负载电容来实现,从而产生正频移,由下式确定:
Df = fsC1/2 C0+ CL)
C .不可避免的存在o在等效电路中产生反谐振,有时也称为并联谐振。在这方面,r = C0/C1是一个重要的谐振器参数,因为它与谐振和反谐振之间的间隔成反比,从而决定了滤波器的最大带宽和振荡器的调谐范围。
暗示
石英晶体自然地以几种同时共振模式振动,这些共振模式被称为基频或泛音模式。通常,这些模式之一被设计为在所需的工作频率下占主导地位。振动的基频是谐振器物理尺寸和切割角度的函数。泛音模式出现在基音模式的奇数谐波处,包括3注册营养师, 5泰国(Thailand), 7泰国(Thailand), 9泰国(Thailand),和11泰国(Thailand)。滤波器的最大带宽和振荡器的最大调谐范围与电容比成反比,r = Co/C1,r随着泛音的平方而增加。因此,与三次或更高泛音相比,基模谐振器可以获得更宽的带宽或更大的调谐范围。基模谐振器用于大多数滤波器、温度补偿振荡器(TCXOs)和压控振荡器(VCXOs)有源晶振,其中所需的带宽或调谐范围使得泛音器件不受欢迎。许多简单的振荡器也使用基波,例如频率高达约35 MHz的时钟振荡器。在较高频率下,泛音对于这种应用更经济。
目前的晶体制造工艺限制了石英板的研磨,使得可以可靠实现的最高基模频率通常在45 MHz左右。在该频率下,At切割石英板的厚度小于0.037 mm,使用传统技术进一步研磨是不实际的。已经开发了几种方法,通过从板的中心去除一些石英质量来增加基本模式频率。这种所谓的“倒置台面”提供了薄得多的有源区,并且通常通过化学或等离子体/离子蚀刻来实现。这些工艺可以生产高质量的170 MHz及以上的高频基本(HFF)模式晶体。基本模式晶体通常比相同频率的泛音模式晶体具有更大的C1值;因此,它们适用于VCXOs等需要更大拉力的应用。高频基频石英坯也广泛用于滤波器应用中,与相同频率的泛音晶体相比,它们提供更好的杂散模式响应。
在给定的工作频率下,石英晶体老化和Q值随着泛音的增加而提高。因此,恒温振荡器(OCXOs)通常使用泛音谐振器。通常使用第三或第五泛音。适应谐振器频率容差和老化特性所需的调谐范围限制了最大有用泛音。
寄生模式
非基频或泛音模式的振动被称为寄生模式或不需要的模式。可以调整晶片的设计、电极图案和金属化量来抑制这些不需要的模式。
如果响应与主模式一样强,杂散模式可能是个问题。发生这种情况时,振荡器可能运行在杂散模式而不是主模式上。这被称为模式跳跃。杂散模式应指定为主模式的电阻比或dB抑制。一般来说,1.5或2.0比1的电阻比(大约相当于–3 dB至–6 dB)足以避免大多数振荡器的模式跳变。
晶体的基模可以实现最佳的杂散抑制,而泛音响应则更难控制。需要更高C的设计1出于可拉性的原因,体积也会牺牲寄生模式抑制。对于晶体滤波器应用,低C基模可实现低至–40 dB的杂散模式抑制1设计。
杂散模式出现在几百千赫内的主模式之上。响应可能看起来像上面所示的图。在振荡器应用中,振荡器通常选择最强的模式。一些不需要的模式可能具有陡峭的频率温度特性。偶尔,随着温度的变化,在某个温度下,不需要的模式的频率与振荡器频率一致,这导致所谓的“活动下降”。在活动下降时,不需要的模式的激励会导致谐振器中额外的能量耗散,从而导致Q值降低、等效串联电阻增加以及振荡器频率变化。当电阻增加足够大时,振荡可能停止,即振荡器失效。当温度改变远离活性浸渍温度时,振荡可以重新开始。不需要的模式可以通过适当的设计和制造方法来控制。保持电极和共振板尺寸之间的正确关系(即应用能量捕获规则),并保持共振板主面之间的平行度,可以使不需要的模式最小化。
频率-温度特性
频率-温度特性定义了石英晶体谐振器的谐振频率如何响应温度变化而变化。对于AT切和SC切谐振器,发现由于温度变化引起的频移可以用以下形式的三次曲线表示:
Df/f0= a0(T–T0)+ b0(T–T0)2+ c0(T–T0)3
T是温度变量0 是拐点温度,AT切割约为25°C,SC切割约为92°C。系数a0,b0、和c0是频率的一阶、二阶和三阶温度系数,它们是常数,取决于石英特性和切割角度。上述等式给出了一组如下所示的四个相对切割角值的曲线。这些曲线表明,谐振器可以设计成在较宽的温度范围内产生相对较小的频率变化。
截止频率与温度的关系曲线
SC切割频率与温度的关系曲线
两种切口都适用于温度控制(烤箱化)应用。此外,由于AT切割拐点温度(To)约为25°C,广泛用于温度不受控制的应用,如滤波器和非恒温振荡器。两种切口均以厚度模式振动,安装损耗极低,因此Q值极高(高达1.5x10610MHz时和300MHz时的35×10)和随时间的稳定性(例如1×10-1010MHz下/天)。
老化和漂移
基于CCIR(国际无线电咨询委员会)推荐的术语和定义,老化和漂移可以按以下方式定义。老化是由于振荡器内部变化引起的频率随时间的系统变化,即振荡器外部因素(环境、电源等)引起的频率随时间的变化。)保持不变。漂移定义为振荡器频率随时间的系统变化,即漂移是由多种因素造成的,即老化加上环境变化和振荡器外部的其他因素。老化是振荡器评估过程中指定和测量的内容。漂移是人们在应用中观察到的现象。例如,航天器中振荡器的漂移是由于辐射、航天器中的温度变化和电源变化引起的老化和频率变化(的代数和)。
衰老涉及许多相互关联的因素。一些最常见的是:内部污染、晶体表面变化、导线疲劳、晶格中微小的不可逆变化、材料析气、各种热效应、安装应力和过度驱动晶体。在10至20MHz频率范围内工作的金属外壳晶体单元的典型老化数据为1.0–5.0 ppm/1标准时间年份;而玻璃外壳晶体的数值为0.1–1.0ppm/1标准时间是的。
AT切割与SC切割
在许多可用的晶体切割类型中,大多数应用使用AT切割或SC切割石英谐振器,在许多情况下两种切割都是候选。有必要根据以下八个特征对它们进行比较:
周转温度:
对于OCXO应用,晶体可以在其两个转变温度中的任何一个温度下工作。 这里,SC切割在两个重要方面优于AT切割。 首先,SC-cut的f - T曲线在接近转变温度时比由三个温度系数确定的AT-cut的f-T曲线平坦得多。 其次,真正的SC切对温度梯度不太敏感,因此预热速度更快。 这些特性使其成为精密振荡器应用的首选。
静态f - T特性:
AT切和SC切谐振器都具有静态频率-温度特性,该特性可以用温度的三阶多项式来很好地描述。对于AT切割,弯曲温度(曲率改变符号的温度)与室温相差几度。换句话说,f - T曲线在接近25°c的温度下近似反对称。这使得AT-cut适合非温度控制应用,如简单振荡器和TCXOs。相比之下,SC-cut谐振器的拐点温度为92°c .大多数SC-cut用于OCXOs,较高的拐点温度带来了一个重要优势,即f-T曲线在烘箱设定点附近非常平坦,该设定点根据谐振器的上限或下限翻转温度进行调整。因此,温度控制没有使用at切割晶体那么重要。SC-cut因其f-T特性而具有的其他优势是其相对不受活动下降的影响。
动态f-T特性(热瞬态效应):
当环境温度发生阶跃变化时,SC切谐振器的频率以对应于临界阻尼系统的方式平滑变化,没有过冲或振铃。另一方面,AT切割动态f - T特性具有非常明显的过冲和橡皮筋效应。为OCXO晶振选择SC-cut的一个重要原因是其大大改善的动态特性,事实上,这是基于SC-cut的ocxo设计合理的标志。
老化:
如果我们比较相同的频率和泛音,SC切略好于AT切,因为其厚度略大。然而,这种差异通常并不显著。因为SC的更大电流处理能力使其频率对电流变化不太敏感,所以在振荡器中,SC切割可能表现出更好的老化性能。
当前处理:
这是指谐振器在频率没有显著(可逆)变化的情况下可以工作的最大电流。一般来说,SC切谐振器的这一数值明显高于AT切谐振器。振荡器应用的结果是通过工作更高的电流改善了相位本底噪声,并降低了对驱动电平变化的敏感性,这可能会影响振荡器频率的老化。
阻抗水平:
如果我们比较具有相同频率和泛音的AT切割和SC切割谐振器,则动生电感(L1)和动生电阻(R)将显著高于AT切割谐振器,而动生电容(C1)将以相同的比例降低。静态电容(C0),但是两者几乎相同。对于振荡器应用,如果老化很重要,则需要高阻抗,因为它可以降低维持电路对振荡器频率的影响。代价是高谐振器阻抗降低了振荡器频率的调谐范围,限制了对制造公差和老化的校正。在VCXOs中,老化最多是次要考虑因素,因此所需的调谐范围将决定最高的实际泛音。对于任何一种切割方式,阻抗水平大致随着给定频率泛音的平方而增加,但也取决于谐振器设计的细节。
尺寸:
对于大多数应用,AT切割和SC切割谐振器封装的尺寸相同。
成本:
由于更严格的方向公差,SC-cut的制造成本比AT-cut更高,但对于高性能应用而言,节省的烘箱复杂性足以抵消这一成本,对于许多应用而言,SC-cut是唯一的选择。对于热瞬态特性不太重要的一些应用,可以使用改进的(接近)SC切割。这提供了与真正SC切割基本相同的f - T曲线,但允许更宽松的取向公差,从而以热瞬态性能为代价节省了一些成本。通常情况下,切有To远离92°C的温度将无法提供真正的SC切割所需的热瞬态性能。
石英旋转民间谐振器/手表晶体
手表用石英谐振器的要求是:小尺寸、低功耗(包括振荡器)、低成本和高稳定性(温度、老化、冲击、姿态)。32.768kHz石英音叉谐振器可以满足这些要求。有趣的是知道32768=215或1赫兹=32768/215。在模拟手表中,步进电机每秒接收一个脉冲,使秒针前进6,即1/60泰国(Thailand)每秒转一圈。32.768k晶振是尺寸、功率要求(即电池寿命)和稳定性之间的折衷。
石英手表通常在佩戴时足够精确,即每天戴在手腕上约16小时,摘下手腕约8小时。当手表长时间离开手腕时,精度会下降。存放温度离最佳温度越远,手表的时间损失越快。在极端温度下,例如在-55°C的冰箱中,或者在沸水温度下,手表每天会慢约20秒。
腕表所用谐振器的切割角度使得零温度系数约为25°C,如以下f–T曲线所示。根据手表戴在手腕上和不戴在手腕上时的典型持续时间和温度,已经发现这种方法可以提供最高的准确性。
石英晶体谐振器的密封类型
焊封
焊料密封封装有几个优点。与其他类型相比,它们的引线至外壳电容较低,因此用于一些结电容要求极低的滤波器设计中。此外,可以打开包装进行返工,这有时有助于满足复杂的过滤器要求。它们的主要缺点是无法在不引入污染的情况下密封,因此它们的频率稳定性相对较差。
电阻焊接
与焊料密封相比,这些封装需要更复杂的密封设备,但密封过程带来的污染更少,因此频率稳定性更好。电阻焊封装有多种类型,都是长期性能的经济选择
滚焊
缝焊密封是当今生产陶瓷基座/金属盖薄型SMD晶振和振荡器中最广泛使用的方法。性能和成本与电阻焊封装类似。
环氧树脂密封件
环氧树脂密封封装广泛用于高容量和低成本的SMD晶体。频率稳定性能不如那些缝焊和电阻焊部件。
冷焊
冷焊密封是一种精密性能封装,价格稍贵,但密封过程几乎不会造成污染,从而带来卓越的谐振器频率稳定性和电气性能。
全石英封装
全石英封装技术用于生产具有非常低的外形和非常高的抗冲击性的表面安装谐振器。这种密封包装的可用性相当有限。
基模“AT切”晶体的详细频率温度曲线
上述曲线代表了一系列AT切割晶体的频率与温度特性。每条编号曲线都是通过参照角度(35° 15′)控制晶体切割角度来实现的,每条曲线代表一分钟的变化。LTP表示较低的温度周转点;而UTP表示较高的温度转变点。
“推荐阅读”
相关技术支持
- SiTime晶振MEMS定时技术颠覆传统石英晶振壁垒
- NDK晶振抗振动性能升级优化方案解析
- 解锁Cardinal晶振高性能设计
- IQD如何通过遵循最佳实践进行PCB设计来有效降低不必要的相位噪声
- 日本村田推出车载高速差分接口具备高截止频率特性
- Golledge探索便携式电子产品微型GXO-3306L振荡器的发展
- Fortiming晶体谐振器XCS21-26M000-1E10C10的基本技术
- ECS用于汽车应用的可靠电子元件ECS-250-18-33Q-DS
- ECS人工智能的时机应用晶振ECS-TXO-20CSMV
- Rubyquartz嵌入式世界的COMs、sip和SOMs晶振CO2520-12.800-25-50-TR
 快速通道
快速通道
